Tóm tắt:
Trong bối cảnh cạnh tranh ngày càng gia tăng, các doanh nghiệp thủ công mỹ nghệ cần duy trì giá trị thẩm mỹ và bản sắc truyền thống của sản phẩm. Đồng thời, nâng cao năng lực quản trị sản xuất, kiểm soát chi phí và cải thiện khả năng đáp ứng đơn hàng cần được thực hiện. Nghiên cứu này phân tích việc áp dụng quản trị sản xuất tinh gọn trong một doanh nghiệp thủ công mỹ nghệ điển hình, qua đó nhận diện các lãng phí và đề xuất giải pháp cải tiến phù hợp với đặc thù sản xuất thủ công. Nghiên cứu sử dụng phương pháp nghiên cứu mô tả kết hợp nghiên cứu tình huống, bao gồm tổng hợp dữ liệu thứ cấp về ngành, quan sát thực tế tại mặt bằng sản xuất. Kết quả cho thấy hệ thống sản xuất còn tồn tại một số lãng phí. Trên cơ sở đó, nghiên cứu đề xuất một số giải pháp nhằm nâng cao hiệu quả áp dụng quản trị sản xuất tinh gọn trong các doanh nghiệp sản xuất thủ công mỹ nghệ.
Từ khóa: Quản trị sản xuất tinh gọn, LEAN, lãng phí.
1. Đặt vấn đề
Thủ công mỹ nghệ là nhóm ngành có vai trò quan trọng về kinh tế, văn hóa và xã hội. Khác với nhiều ngành sản xuất công nghiệp có mức độ tự động hóa cao, sản xuất thủ công mỹ nghệ phụ thuộc lớn vào kỹ năng lao động, đặc tính tự nhiên của nguyên liệu, mẫu mã đơn hàng và yêu cầu thẩm mỹ của từng sản phẩm. Vì vậy, năng lực cạnh tranh của doanh nghiệp không chỉ nằm ở giá thành mà còn ở khả năng bảo đảm chất lượng ổn định, tiến độ giao hàng và tính độc đáo của sản phẩm.
Những năm gần đây, ngành thủ công mỹ nghệ đã có những thay đổi trong việc hội nhập và không ngừng phát triển để tạo ra sản phẩm chất lượng. Theo Cục Kinh tế hợp tác và Phát triển nông thôn, cả nước có 774.392 cơ sở sản xuất kinh doanh sản phẩm thủ công mỹ nghệ, tập trung ở các nhóm đồ gỗ, mây tre đan, gốm sứ, thêu ren và cơ khí nhỏ. Việt Nam có hơn 5.400 làng nghề và làng nghề truyền thống, tổng doanh thu của các làng nghề đạt khoảng 75 nghìn tỷ đồng; sản phẩm thủ công mỹ nghệ (Hoàng Minh, 2024) . Việt Nam đã có mặt tại 163 quốc gia và vùng lãnh thổ, kim ngạch xuất khẩu tăng từ 1,62 tỷ USD năm 2015 lên 2,23 tỷ USD năm 2019 và đạt khoảng 3,5 tỷ USD năm 2023 (Chu Khôi, 2023) .
Trong bối cảnh đó, các doanh nghiệp thủ công mỹ nghệ cần vừa duy trì giá trị thẩm mỹ, bản sắc văn hóa, tính thủ công của sản phẩm, vừa cải thiện hiệu quả vận hành. Đối với doanh nghiệp định hướng xuất khẩu, các yêu cầu từ khách hàng quốc tế như tiến độ giao hàng, đồng đều chất lượng, truy xuất nguồn gốc, kiểm soát vật liệu và sản xuất bền vững làm cho việc tối ưu hóa quy trình trở thành yêu cầu cấp thiết. Quyết định số 801/QĐ-TTg phê duyệt Chương trình bảo tồn và phát triển làng nghề Việt Nam giai đoạn 2021-2030 cũng cho thấy định hướng chính sách về bảo tồn gắn với phát triển năng lực sản xuất, thị trường và giá trị làng nghề (Thủ tướng Chính phủ, 2022) .
Lãng phí xuất hiện dưới dạng di chuyển qua lại giữa các phân xưởng, chờ đợi, thao tác thừa khi lấy vật tư, sửa lỗi do chất lượng đầu vào không ổn định, tồn kho bán thành phẩm và mất cân bằng năng lực công đoạn. Nghiên cứu được thực tế tại Công ty Cổ phần Ngọc Sơn Hà Nam nhằm trả lời 3 câu hỏi: (1) Các lãng phí LEAN biểu hiện như thế nào trong dây chuyền sản xuất thủ công mỹ nghệ; (2) Cân bằng chuyền tác động ra sao đến nút thắt cổ chai; và (3) Doanh nghiệp cùng ngành có thể triển khai nhóm giải pháp nào để nâng cao hiệu quả áp dụng LEAN mà vẫn phù hợp đặc thù thủ công.
2. Tổng quan nghiên cứu
LEAN, hay quản trị sản xuất tinh gọn, được hiểu là một triết lý và phương pháp quản trị hướng tới tạo ra giá trị cho khách hàng với ít nguồn lực hơn và ít lãng phí hơn, thông qua việc nhận diện dòng giá trị, cải thiện dòng chảy sản xuất và loại bỏ các hoạt động không tạo giá trị gia tăng (1; Womack & Jones, 1996). Sản xuất tinh gọn tập trung vào việc giảm thiểu lãng phí trong quá trình sản xuất nhằm tối đa hóa giá trị sản phẩm, nâng cao năng suất, đảm bảo chất lượng và giảm chi phí sản xuất (Kumar et al., 2022). Các nghiên cứu LEAN chủ yếu tập trung vào ngành công nghiệp quy mô lớn, việc áp dụng LEAN trong doanh nghiệp thủ công mỹ nghệ còn hạn chế.
LEAN tập trung nhận diện và loại bỏ các hoạt động không tạo giá trị gia tăng, qua đó giảm chi phí, rút ngắn thời gian sản xuất và nâng cao chất lượng. Tác giả nhấn mạnh vai trò của sơ đồ chuỗi giá trị trong xây dựng dòng chảy vật liệu và thông tin (Rother, 1999). LEAN không phải một công cụ đơn lẻ mà là một hệ thống đa thành phần (Shah & Ward, 2007). Các nghiên cứu tổng quan gần đây cũng khẳng định LEAN hỗ trợ cải thiện năng suất, giảm lãng phí và kiểm soát chi phí trong bối cảnh cạnh tranh cao (Kumar et al., 2022).
Doanh nghiệp thủ công mỹ nghệ thường sản xuất theo đơn hàng, nhiều mã sản phẩm, cỡ lô nhỏ, công đoạn phụ thuộc kỹ năng thợ và nguyên liệu tự nhiên biến động theo mùa. Vì vậy, việc áp dụng LEAN là xây dựng dòng chảy sản xuất để giảm lãng phí, tiêu chuẩn hóa công việc. Đối với doanh nghiệp thủ công mỹ nghệ, các công cụ LEAN có tính khả thi cao, được áp dụng rộng rãi trong các nghiên cứu và thực tiễn.
Nghiên cứu sử dụng 4 chỉ tiêu vận hành chính. Takt time thể hiện nhịp sản xuất phải đồng bộ với nhu cầu khách hàng (Fortuny-Santos et al., 2020). Cycle time phản ánh thời gian thực hiện từng công đoạn. Chỉ tiêu giúp nhận diện công đoạn chậm, thao tác thừa (Fortuny-Santos et al., 2020). Khi thời gian công đoạn vượt giới hạn Takt time, dây chuyền cần được cân bằng lại bằng cách dịch chuyển, chia tách hoặc cải tiến thao tác (Dušan Sabadka1, 2017). Việc đo thời gian và chuyển động nhận diện lãng phí, xây dựng công việc tiêu chuẩn (Tran, 2020). Bottleneck time là thời gian của công đoạn có chu kỳ lớn nhất. Xác định được công đoạn nút cổ chai và năng lực tạo sản phẩm là cần thiết. Công đoạn có thời gian lớn nhất không được vượt quá Takt time nếu muốn đáp ứng nhu cầu (Fortuny-Santos et al., 2020). Mức cân bằng chuyền (LOB) được sử dụng để đánh giá mức độ phân bổ đều khối lượng công việc giữa các vị trí.
3. Phương pháp nghiên cứu
Bài viết sử dụng phương pháp nghiên cứu điển hình tại một doanh nghiệp thủ công mỹ nghệ nhằm phân tích sâu các vấn đề vận hành phát sinh trong điều kiện sản xuất thực tế. Cách tiếp cận này phù hợp vì mục tiêu nghiên cứu không chỉ đo lường kết quả mà còn giải thích cơ chế hình thành lãng phí trong mối liên hệ giữa con người, máy móc, nguyên vật liệu, phương pháp sản xuất và bố trí mặt bằng.
Quy trình nghiên cứu gồm 5 bước. Bước một, thực hiện nghiên cứu mô tả ngành nhằm xác định quy mô, tốc độ phát triển và áp lực vận hành của ngành thủ công mỹ nghệ. Bước hai, mô tả bối cảnh doanh nghiệp và khảo sát bố trí mặt bằng, dòng chảy sản xuất hiện tại để nhận diện các điểm ngắt quãng. Bước ba, phân tích hiện trạng theo khung 4M và nhóm lãng phí LEAN. Bước bốn, xử lý dữ liệu thời gian để tính toán các chỉ số lựa chọn. Bước năm, thảo luận kết quả và đề xuất giải pháp triển khai LEAN phù hợp với đặc thù sản phẩm thủ công mỹ nghệ. Do dữ liệu được thu thập trong phạm vi một doanh nghiệp và 3 mã sản phẩm, kết quả có ý nghĩa phân tích điển hình.
Nhà máy Ngọc Sơn Hà Nam chuyên sản xuất và gia công sản phẩm thủ công mỹ nghệ từ mây, tre, cói, bèo và một số nguyên liệu tự nhiên khác. Nhà máy có 5 phân xưởng; trong đó, phân xưởng 2 là khu vực sản xuất quan trọng, gồm 9 dây chuyền và đóng góp khoảng 75% doanh thu của nhà máy. Các công đoạn chủ yếu gồm khò, chà, vệ sinh chi tiết, nhúng sơn, buồng sơn, sấy động, bảo ôn, kiểm cuối và đóng gói. Trong quá trình quan sát bố trí mặt bằng hiện tại cho thấy các dây chuyền sản xuất chỉ chiếm một phần diện tích xưởng và tập trung tại một khu vực. Trong khi các khu vực bảo ôn, thành phẩm, kiểm cuối và các công đoạn phụ trợ được bố trí phân tán. Cách bố trí này làm phát sinh rủi ro vận chuyển, chờ đợi và mất dòng chảy, đặc biệt với các mã sản phẩm phải di chuyển qua lại giữa các phân xưởng.
4. Kết quả
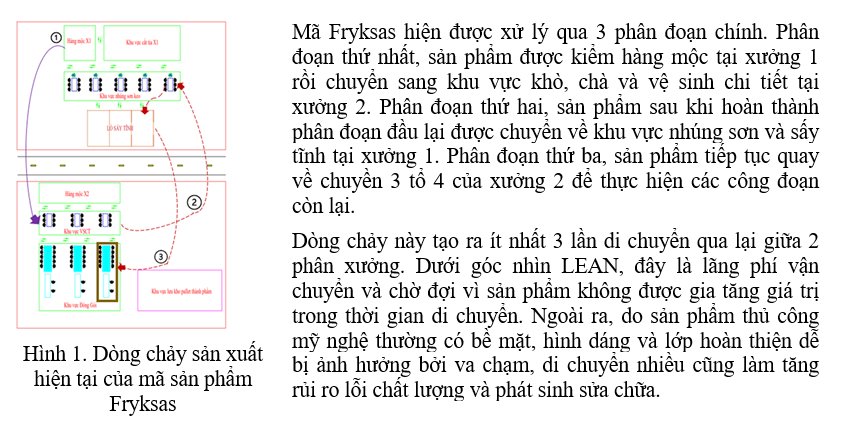
4.1. Dòng chảy sản xuất
4.2. Phân tích 4M và các loại lãng phí
Bảng 2. Tổng hợp vấn đề vận hành theo 4M và các loại lãng phí
|
Nhóm |
Một số đặc điểm ghi nhận hiện trường |
Lãng phí |
|
Con người (Man) |
Kỹ năng thợ không đồng đều; biến động nhân lực theo mã hàng; thao tác phụ thuộc kinh nghiệm. |
Chờ đợi, thao tác, gia công, sửa chữa. |
|
Máy móc (Machine) |
Một số khâu sấy, sơn, chà dễ trở thành nút cổ chai; bảo trì và bố trí thiết bị chưa tối ưu. |
Chờ đợi, lưu kho. |
|
Nguyên vật liệu (Material) |
Mây, tre, cói và nguyên liệu tự nhiên chịu ảnh hưởng của độ ẩm; chất lượng đầu vào không đồng đều. |
Sửa chữa. |
|
Phương pháp (Method) |
Dòng chảy qua lại giữa xưởng 1 và xưởng 2; tiêu chuẩn hóa thao tác chưa triệt để; 5S chưa ổn định. |
Vận chuyển, thao tác. |
Kết quả phân tích cho thấy, vấn đề cốt lõi không nằm ở một công đoạn đơn lẻ mà ở sự kết hợp giữa bố trí mặt bằng sản xuất, cách phân bổ nhân lực, chất lượng nguyên liệu và mức độ chuẩn hóa thao tác. Vì vậy, giải pháp LEAN cần được thiết kế theo hướng hệ thống như giảm đứt gãy dòng chảy, ổn định điều kiện đầu vào, cân bằng công việc theo nhịp nhu cầu và làm rõ tiêu chuẩn thao tác cho từng công đoạn.
4.3. Kết quả cân bằng chuyền
3 mã được lựa chọn đều có tình trạng sản lượng đầu ra chưa ổn định so với kế hoạch hoặc thời gian hoàn thành vượt kỳ vọng. Qua quá trình thực hiện cân bằng chuyền lý thuyết trên cùng điều kiện về số người, thời gian làm việc và sản lượng kế hoạch để đánh giá cải tiến.
Bảng 4. Kết quả so sánh trước và sau cân bằng chuyền lý thuyết
|
Mã sản phẩm |
Takt time (s) |
Bottleneck time trước-sau |
LOB trước-sau |
|
Fryksas |
60,3 |
135,5 -> 90,3 |
57,0% -> 83,0% |
|
Klockren |
52,3 |
78,4 -> 66,6 |
61,4% -> 76,7% |
|
Klynon 9 |
5,8 |
20,3 -> 6,8 |
48,0% -> 81,2% |
Kết quả cho thấy, cân bằng chuyền giúp giảm đáng kể thời gian nút cổ chai và tăng mức cân bằng dây chuyền. Chỉ số LOB bình quân tăng từ 55,5% lên 80,3%. Điều này phản ánh doanh nghiệp có thể cải thiện năng lực sản xuất mà chưa nhất thiết phải đầu tư lớn, nếu phân bổ lại công việc và nhân lực phù hợp hơn với nhịp sản xuất.
5. Thảo luận và giải pháp
5.1. Cân bằng năng lực và công việc tiêu chuẩn
Cân bằng chuyền theo mã sản phẩm, sản lượng kế hoạch và năng lực thực tế của công nhân. Các công đoạn có Cycle time cao hơn Takt time cần được phân tích chi tiết nguyên nhân. Song song, cần xây dựng bảng thao tác chuẩn cho các công đoạn lặp lại như chà, khò, vệ sinh chi tiết, nhúng sơn, kiểm lỗi và đóng gói. Xây dựng công việc tiêu chuẩn trong doanh nghiệp vừa và nhỏ giúp tăng sản lượng, giảm lead time và WIP (Work in Progress) (Islam & Ahmed, 2024). Tuy nhiên, trong doanh nghiệp thủ công mỹ nghệ, chuẩn hóa cần được hiểu là chuẩn hóa công việc lặp lại.
5.2. Cải tiến mặt bằng sản xuất và dòng chảy sản xuất
Đối với các mã sản phẩm có dòng chảy qua lại giữa các xưởng, doanh nghiệp cần đánh giá khả năng gom cụm công đoạn theo nhóm sản phẩm hoặc bố trí trạm trung gian để giảm số lần vận chuyển. Cải tiến mặt bằng sản xuất trong một doanh nghiệp quy mô nhỏ, kết quả làm tổng quãng đường vận chuyển và chi phí vận chuyển nội bộ (Saira et al., 2019). Với các công đoạn chưa thể di chuyển thiết bị, cần chuẩn hóa tuyến vận chuyển, điểm giao nhận và thời điểm chuyển lô để giảm chờ đợi.
Do sản phẩm thủ công mỹ nghệ có kích thước, hình dạng và mức độ dễ hỏng khác nhau, layout cần được thiết kế theo dòng sản phẩm hoặc nhóm vật liệu thay vì chỉ theo chức năng thiết bị. Các sản phẩm mây, tre, cói có đặc thù ẩm, cong vênh và yêu cầu sấy khác nhau nên cần quy định rõ khu vực đệm, mức tồn kho tối đa và điều kiện bảo quản.
5.3. Kiểm soát chất lượng tại nguồn và nguyên liệu
Chất lượng nguyên liệu đầu vào là một nguyên nhân quan trọng gây lãng phí trong doanh nghiệp thủ công mỹ nghệ. Doanh nghiệp cần thiết lập tiêu chí kiểm đầu vào theo loại vật liệu như độ ẩm, màu sắc, kích thước, độ bền, mức nứt gãy, độ sạch và khả năng xử lý bề mặt. Khi lỗi nguyên liệu được phát hiện muộn, các công đoạn sau như sơn, sấy, kiểm cuối và đóng gói đều bị ảnh hưởng, làm tăng thời gian sửa lỗi và tồn kho bán thành phẩm. Cơ chế kiểm soát chất lượng tại nguồn nên kết hợp hướng dẫn trực quan về lỗi thường gặp, mẫu chuẩn, điểm kiểm soát ở từng công đoạn và quy trình phản hồi nhanh khi phát hiện bất thường. Đối với sản phẩm xuất khẩu, cần liên kết tiêu chí chất lượng nội bộ với tiêu chuẩn khách hàng để giảm nguy cơ bị trả hàng hoặc sửa hàng hàng loạt ở cuối quy trình.
Trong nghiên cứu thủ công mỹ nghệ, việc chuẩn hóa hướng dẫn công việc và yêu cầu chất lượng tại khu vực làm việc giúp giảm 70% nhóm lỗi lớn nhất (Tran et al., 2020). Trong sản xuất gỗ, việc tích hợp 7 công cụ kiểm soát chất lượng vào chu trình PDCA, qua đó cải thiện đồng thời chất lượng và năng suất dây chuyền (Le, 2024).
5.4. Triển khai 5S, quản lý trực quan và cải tiến thiết bị
5S cần được triển khai theo đơn vị công việc nhỏ, dễ quan sát và có người chịu trách nhiệm rõ ràng. Với doanh nghiệp có nhiều lao động thủ công, hiệu quả của 5S phụ thuộc vào việc biến tiêu chuẩn thành hành vi hằng ngày, không chỉ là hoạt động kiểm tra định kỳ. Khu vực vật tư, dụng cụ, bán thành phẩm chờ sấy, khu vực kiểm lỗi và đóng gói cần có ký hiệu trực quan, giới hạn tồn kho và vị trí đặt cố định. Đối với 5S và quản lý trực quan, triển khai 5S tại doanh nghiệp sản xuất bao bì nhựa và ghi nhận tổng thời gian vận hành giảm 8% ở công đoạn thổi, 18% ở công đoạn in nhờ giảm chờ đợi, tìm kiếm dụng cụ và thao tác thừa (Shahriar et al., 2022). Các thiết bị cần có kế hoạch bảo trì phòng ngừa, kiểm soát điều kiện vận hành và ghi nhận dừng máy. Với nguyên liệu tự nhiên chịu ảnh hưởng lớn của độ ẩm, doanh nghiệp cần theo dõi thời gian sấy, độ ẩm môi trường và tỷ lệ lỗi liên quan để đưa ra điều kiện vận hành chuẩn.
6. Kết luận
Nghiên cứu đã phân tích nghiên cứu điển hình về áp dụng Lean tại doanh nghiệp thủ công. Kết quả khảo sát tại doanh nghiệp cho thấy, các lãng phí nổi bật bao gồm: vận chuyển, chờ đợi, thao tác thừa, sửa lỗi và tồn kho bán thành phẩm. Nguyên nhân xuất phát từ dòng chảy sản xuất ngắt quãng, bố trí mặt bằng chưa tối ưu, chất lượng nguyên liệu biến động, tiêu chuẩn hóa thao tác chưa đầy đủ và cân bằng nhân lực chưa tốt. Đối với 3 mã sản phẩm được lựa chọn, cân bằng chuyền lý thuyết giúp giảm nút thắt cổ chai và tăng LOB bình quân. Kết quả này chứng minh LEAN có tính phù hợp với doanh nghiệp thủ công mỹ nghệ. Hạn chế của nghiên cứu là phạm vi khảo sát mới tập trung vào một doanh nghiệp và 3 mã sản phẩm, trong đó kết quả sau cân bằng chuyền chủ yếu dựa trên tính toán và phân bổ lý thuyết. Các nghiên cứu tiếp theo có thể mở rộng mẫu doanh nghiệp, đo lường lead time, tỷ lệ lỗi, tồn kho bán thành phẩm và chi phí trước - sau triển khai thực tế để đánh giá định lượng sâu hơn hiệu quả LEAN trong ngành thủ công mỹ nghệ.
TÀI LIỆU THAM KHẢO:
American Society for Quality. (n.d.). What is lean? Lean manufacturing and lean enterprise. Retrieved May 29, 2026, from https://asq.org/quality-resources/lean
Fortuny-Santos, J., Ruiz-de-Arbulo-López, P., Cuatrecasas-Arbós, L., & Fortuny-Profitós, J. (2020). Balancing workload and workforce capacity in lean management: Application to multi-model assembly lines. Applied Sciences, 10(24), 8829. https://doi.org/10.3390/app10248829
Islam, M. S., & Ahmed, S. (2024). Work standardization in lean manufacturing for improvement of production line performance in SME. Malaysian Journal on Composites Science and Manufacturing, 13(1), 68–81. https://doi.org/10.37934/MJCSM.13.1.6881
Kumar, N., Hasan, S. S., Srivastava, K., Akhtar, R., Yadav, R. K., & Choubey, V. K. (2022). Lean manufacturing techniques and its implementation: A review. Materials Today: Proceedings, 64, 1188–1192. https://doi.org/10.1016/j.matpr.2022.03.481
Le, M.-T. (2024). Continuous improvement of productivity and quality with applying Lean Six Sigma: A case study. Journal of Technical Education Science, 19, 90–101. https://doi.org/10.54644/jte.2024.1586
Rother, M., & Shook, J. (1999). Learning to see: Value-stream mapping to create value and eliminate muda. Lean Enterprise Institute.
Sabadka, D., Molnár, V., Fedorko, G., & Jachowicz, T. (2017). Optimization of production processes using the Yamazumi method. Advances in Science and Technology Research Journal, 11(4), 175–182. https://doi.org/10.12913/22998624/80921
Saira, C., Maria, P., & Ramanathan, H. (2019). Facility layout improvement for enhancing productivity: An application of systematic plant layout. International Journal Vallis Aurea, 5(2), 5–19. https://doi.org/10.2507/IJVA.5.2.1.62
Shah, R., & Ward, P. T. (2007). Defining and developing measures of lean production. Journal of Operations Management, 25(4), 785–805. https://doi.org/10.1016/j.jom.2007.01.019
Shahriar, M. M., Parvez, M. S., Islam, M. A., & Talapatra, S. (2022). Implementation of 5S in a plastic bag manufacturing industry: A case study. Cleaner Engineering and Technology, 8, 100488. https://doi.org/10.1016/j.clet.2022.100488
Thủ tướng Chính phủ. (2022). Quyết định số 801/QĐ-TTg ngày 7/7/2022 phê duyệt Chương trình bảo tồn và phát triển làng nghề Việt Nam giai đoạn 2021–2030. https://vanban.chinhphu.vn/?docid=206080&pageid=27160
Tran, T. A. (2020). Mô hình sản xuất thủ công cho SMEs theo Lean-Six Sigma. Tạp chí Khoa học Công nghệ Hàng hải, 62, 98–102. https://jmst.vimaru.edu.vn/index.php/jmst/article/view/261
Tran, T.-A., Luu-Nhan, K., Ghabour, R., & Daroczi, M. (2020). The use of Lean Six-Sigma tools in the improvement of a manufacturing company: Case study. Production Engineering Archives, 26(1), 30–35. https://doi.org/10.30657/pea.2020.26.07
Chu Khôi (2024). Xuất khẩu hàng thủ công mỹ nghệ phấn đấu đạt 4 tỷ USD vào năm 2025. https://vneconomy.vn/xuat-khau-hang-thu-cong-my-nghe-phan-dau-dat-4-ty-usd-vao-nam-2025.htm
Hoàng Mih(2024). Ngành thủ công mỹ nghệ: Những thách thức hiện hữu. https://vov.vn/kinh-te/nganh-thu-cong-my-nghe-nhung-thach-thuc-hien-huu-post1131093.vov
Womack, J. P., & Jones, D. T. (1996). Lean thinking: Banish waste and create wealth in your corporation. Simon & Schuster.
Application of lean manufacturing management in handicraft enterprises: A case study of a Vietnamese enterprise
Vu Tuyet Chi
Electric Power University
Abstract:
In the context of intensifying competition, handicraft enterprises must preserve the aesthetic value and traditional identity of their products while improving production management, cost control, and order fulfillment capacity. This study examines the application of lean manufacturing management in a typical handicraft enterprise, with the aim of identifying sources of waste and proposing improvement solutions suited to the specific characteristics of handicraft production. The research adopts a descriptive methodology combined with a case study approach, drawing on secondary industry data and on-site observations. The findings reveal several forms of waste within the production system. On this basis, the study proposes practical solutions to enhance the effectiveness of lean manufacturing management in handicraft enterprises.
Keywords: lean manufacturing management, waste reduction.