TÓM TẮT:
Nghiên cứu tập trung phân tích và cải tiến thao tác tại 8 công đoạn may áo sơ mi nam trong sản xuất may công nghiệp. Phương pháp nghiên cứu bao gồm khảo sát thực tế tại doanh nghiệp, đo thời gian bằng phương pháp quay video và bấm giờ, kết hợp phân tích thao tác theo hệ thống thời gian định trước GSD. Trên cơ sở so sánh thời gian thực tế và thời gian chuẩn, các điểm bất hợp lý trong thao tác được xác định và đề xuất phương án cải tiến. Kết quả cho thấy thời gian thực hiện các công đoạn giảm từ 1,28% đến 17,16%, góp phần rút ngắn chu kỳ sản xuất và cải thiện hiệu suất dây chuyền. Nghiên cứu khẳng định hiệu quả của việc ứng dụng phân tích thời gian - thao tác trong nâng cao năng suất sản xuất may công nghiệp và có ý nghĩa thực tiễn đối với doanh nghiệp may Việt Nam.
Từ khóa: Nghiên cứu thời gian, phân tích thao tác, GSD, năng suất, sản xuất may công nghiệp, áo sơ mi.
1. Đặt vấn đề
Ngành may mặc Việt Nam đang đối mặt với yêu cầu ngày càng cao về năng suất, chất lượng và chi phí sản xuất. Trong điều kiện lao động thủ công vẫn chiếm tỷ trọng lớn, việc tối ưu hóa thao tác và thời gian thực hiện tại các công đoạn may có ý nghĩa quan trọng trong nâng cao năng suất dây chuyền. Tuy nhiên, tại nhiều doanh nghiệp, thao tác sản xuất vẫn mang tính kinh nghiệm, thiếu chuẩn hóa và chưa được phân tích một cách khoa học. Do đó, nghiên cứu này được thực hiện nhằm đánh giá thực trạng thao tác, so sánh với thời gian chuẩn theo GSD và đề xuất giải pháp cải tiến phù hợp với điều kiện sản xuất thực tế.
2. Phương pháp nghiên cứu
Nghiên cứu được thực hiện theo các bước chính sau:
- Nghiên cứu tài liệu: tổng hợp cơ sở lý luận về nghiên cứu thời gian, thao tác và ứng dụng GSD trong ngành may.
- Khảo sát thực tế: tiến hành tại dây chuyền may áo sơ mi nam của Tổng công ty May 10.
- Đo thời gian: sử dụng phương pháp bấm giờ kết hợp quay video để ghi nhận thời gian thực hiện các công đoạn. Trong nghiên cứu đã lựa chọn số lần quan sát là 30 lần chung cho các thí nghiệm đo thời gian may trước và sau khi hợp lý hóa thao tác.
- Phân tích thao tác: dựa trên video quan sát, mô tả chi tiết các bước thao tác và phân tích theo hệ thống GSD.
- So sánh và đánh giá: đối chiếu thời gian thực tế với thời gian phân tích chuẩn, xác định các công đoạn có tiềm năng cải tiến.
- Đề xuất cải tiến: xây dựng phương án tối ưu thao tác cho một số nguyên công điển hình.
3. Kết quả nghiên cứu và thảo luận
3.1. Quy trình may và lựa chọn công đoạn nghiên cứu thời gian và thao tác của áo sơ mi nam tại Tổng công ty May 10
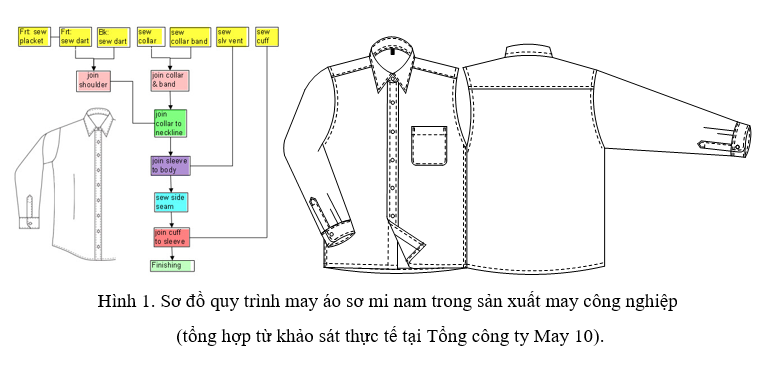
Áo sơ mi nam là sản phẩm chủ lực của Tổng công ty May 10, với quy trình sản xuất bao gồm các cụm công đoạn chính: may thân trước, thân sau, cổ áo, tay áo, lắp ráp và hoàn thiện. Mỗi cụm công đoạn lại được chia thành nhiều nguyên công chi tiết như may nẹp, may cầu vai, may lộn bản cổ, diễu cổ, tra tay, tra bác tay, cuốn gấu,… (Hình 1, Bảng 1)
Bảng 1. Danh mục các công đoạn được lựa chọn nghiên cứu
|
TT |
Tên công đoạn |
Thiết bị |
Ghi chú |
|
1 |
May nẹp cúc |
Máy 1 kim |
|
|
2 |
May cầu vai |
Máy 1 kim |
|
|
3 |
May lộn bản cổ |
Máy 1 kim |
|
|
4 |
May diễu bản cổ |
Máy 1 kim |
|
|
5 |
May bọc chân cổ |
Máy 1 kim |
|
|
6 |
May vai con |
Máy 1 kim |
|
|
7 |
May tra tay vào thân |
Máy 1 kim |
|
|
8 |
May tra bác tay |
Máy 1 kim |
|
Các công đoạn được quan sát bằng cách quay video trực tiếp ngoài doanh nghiệp và quan sát, phân tích kỹ, từ đó để xác định các bước công việc dựa trên nguyên tắc:
- Thao tác chính (Basic/Effective Motion): Thao tác trực tiếp tạo đường may, làm thay đổi hình dạng - kết cấu sản phẩm.
- Thao tác phụ (Auxiliary Motion): Thao tác chuẩn bị, hỗ trợ để thao tác chính thực hiện được.
- Thao tác thừa (Unnecessary Motion): Thao tác lặp lại, gián đoạn không cần thiết, có thể giảm hoặc loại bỏ khi cải tiến.
3.2. Kết quả đo thời gian thực tế trên chuyền
Kết quả phân tích cơ cấu thời gian hiện trạng Bảng 1 cho thấy, các công đoạn có tổng thời gian thực hiện lớn như may lộn bản cổ và may tra tay vào thân không chỉ do chiều dài đường may mà chủ yếu xuất phát từ tỷ lệ thao tác phụ và thao tác thừa cao. Ngược lại, các công đoạn có đường may dài và liên tục như may bọc chân cổ có tỷ lệ thao tác chính cao, ít thao tác phụ và thao tác thừa, do đó thời gian thực hiện ngắn và ổn định hơn. Điều này cho thấy, tiềm năng cải tiến năng suất tập trung chủ yếu vào việc giảm thao tác phụ và thao tác thừa thông qua chuẩn hóa thao tác và tối ưu trình tự may.
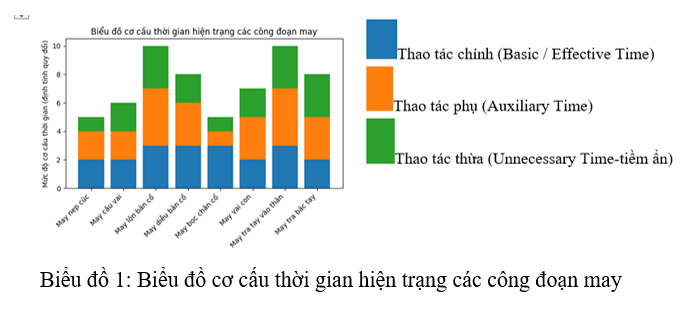 (Biểu đồ được xây dựng trên cơ sở kết quả đo thời gian thực tế kết hợp phân tích thao tác theo phương pháp Motion Study; mức độ cơ cấu thời gian được thể hiện theo thang định tính quy đổi.)
(Biểu đồ được xây dựng trên cơ sở kết quả đo thời gian thực tế kết hợp phân tích thao tác theo phương pháp Motion Study; mức độ cơ cấu thời gian được thể hiện theo thang định tính quy đổi.)
Biểu đồ 1 cho thấy sự khác biệt rõ rệt giữa các công đoạn may. Các công đoạn như may lộn bản cổ và may tra tay vào thân có tỷ trọng thao tác phụ và thao tác thừa cao, là nguyên nhân chính làm tăng thời gian thực hiện nguyên công.
3.3. Phân tích thao tác theo tiếp cận GSD so với thời gian thực trạng
So sánh giữa thời gian thực tế trên chuyền và thời gian phân tích theo GSD cho thấy có sự chênh lệch nhất định. Trong nhiều trường hợp, thời gian thực tế ngắn hơn thời gian chuẩn, phản ánh trình độ tay nghề cao của công nhân và sự quen thuộc với nguyên công.
Bảng 2. So sánh thời gian may thực tế trên chuyền và thời gian được phân tích bằng phương pháp phân tích thao tác chuẩn (ứng dụng hệ thống GSD)
|
STT |
Tên nguyên công |
Thời gian may thực tế trên chuyền |
Thời gian phân tích bằng hệ thống GSD |
Thời gian chênh lệch |
|
1 |
May nẹp cúc |
19,21 |
18,7 |
0,51 |
|
2 |
May cầu vai |
20,99 |
24,7 |
-3,71 |
|
3 |
May lộn bản cổ |
38,30 |
36,9 |
1,4 |
|
4 |
May diễu bản cổ |
20,65 |
29,7 |
-9,05 |
|
5 |
May bọc chân cổ |
8,9 |
11,98 |
-3,08 |
|
6 |
May vai con |
15,84 |
29,72 |
-13,88 |
|
7 |
May tra tay vào thân |
41,53 |
47,2 |
-5,67 |
|
8 |
May tra bác tay |
18,41 |
16,1 |
2,31 |
Sự chênh lệch giữa thời gian thực tế và thời gian chuẩn GSD cho thấy, trong một số công đoạn, công nhân có xu hướng giản lược thao tác hoặc thao tác theo kinh nghiệm cá nhân. Tuy nhiên, cách làm này tiềm ẩn rủi ro về tính ổn định và khả năng đào tạo đồng loạt, do đó cần được chuẩn hóa lại thông qua xây dựng thao tác tối ưu.
3.4. Đề xuất và triển khai giải pháp cải tiến tại Tổng công ty May 10
Bảng 3. So sánh thời gian và thao tác: Thực tế trên chuyền vs chuẩn GSD (8 công đoạn)
Quy ước đọc:
Δt > 0: Thực tế lâu hơn GSD do phát sinh Auxiliary/Delay/Unnecessary motions ngoài chuẩn.
Δt < 0: Thực tế nhanh hơn GSD do có xu hướng rút gọn thao tác chuẩn, phụ thuộc tay nghề/cá nhân (rủi ro chuẩn hóa).
|
STT |
Nguyên công |
Thời gian thực tế (s) |
Thời gian GSD (s) |
Δt = Thực tế - GSD (s) |
Δ% so với GSD |
So sánh thao tác thực tế vs GSD (điểm khác biệt điển hình) |
Hàm ý IE (điểm cần cải tiến/chuẩn hóa) |
|
1 |
May nẹp cúc |
19,21 |
18,70 |
+0,51 |
+2,73% |
Thực tế phát sinh thêm: chỉnh cữ nhẹ, căn lại mép, kéo vải/giữ nẹp, dừng rất ngắn. GSD đã mô tả đủ |
Gần chuẩn cơ sở để ưu tiên ổn định thao tác, giảm “chỉnh nhẹ/nhìn lại” bằng chuẩn hóa vị trí tay & điểm vào cữ. |
|
2 |
May cầu vai |
20,99 |
24,70 |
−3,71 |
−15,02% |
Thực tế nhanh hơn GSD: công nhân có thể giảm số lần dừng-cắm kim-điều chỉnh giữa các đoạn, ghép nhanh hơn, ít thao tác “chuẩn bị” như trong GSD. |
Rủi ro phụ thuộc tay nghề, cần chuẩn hóa cách ghép + cách xử lý 3 đoạn may để khi đổi người vẫn đạt thời gian ổn định mà không lỗi. |
|
3 |
May lộn bản cổ |
38,30 |
36,90 |
+1,40 |
+3,79% |
Thực tế lâu hơn vì công đoạn này vốn nhiều: xoay chi tiết (APSH), điều chỉnh lặp (AJPT), xử lý góc, giữ biên may. GSD đã đầy đủ nhưng thực tế thường có sửa lệch, căn góc. |
Công đoạn khó, bởi vậy giảm số lần AJPT + tối ưu thao tác xoay (giảm tay chờ tay, giảm chỉnh lặp). |
|
4 |
May diễu bản cổ |
20,65 |
29,70 |
-9,05 |
-30,47% |
Thực tế nhanh hơn nhiều: công nhân thường diễu “trơn”, (MBTE) / thao tác “điều chỉnh đoạn” ít tách rời như GSD. |
Thực tế đang “nhanh nhờ kỹ năng”, nhưng khó chuẩn hóa. |
|
5 |
May bọc chân cổ |
8,90 |
11,98 |
-3,08 |
-25,71% |
Thực tế nhanh hơn: thao tác đưa vào và may dài liên tục; có thể cắt chỉ tự động + ít điều chỉnh hơn giả định trong GSD. |
Cần kiểm tra lại “đầu vào chuẩn”: nếu thực tế nhanh nhờ auto cutter. |
|
6 |
May vai con |
15,84 |
29,72 |
-13,88 |
-46,70% |
Chênh lệch rất lớn: thực tế ghép và may 1 mạch, giảm đáng kể AJPT/FOOT lặp, ít thao tác “đưa vào cữ” tách rời như GSD. GSD đang mô tả “chuẩn đầy đủ” cho trường hợp chưa thuần tay. |
(i) xây lại GSD theo phương án thao tác tối ưu thực tế (Best Practice), (ii) chuẩn hóa thao tác 2 tay để nhân rộng. |
|
7 |
May tra tay vào thân |
41,53 |
47,20 |
−5,67 |
−12,01% |
Thực tế nhanh hơn nhưng công đoạn này thường phát sinh kiểm soát vải bằng tay/điều chỉnh cong. |
|
|
8 |
May tra bác tay |
18,41 |
16,10 |
+2,31 |
+14,35% |
Thực tế lâu hơn: chi tiết nhỏ, dễ “ghép lại/đưa lại chân vịt”, điều chỉnh lặp, dừng ngắn. |
Ưu tiên giảm: ghép chi tiết ngay từ đầu + giảm đưa vào lại |
Bảng 3 cho thấy. trong 8 công đoạn, có 3 công đoạn thực tế lâu hơn GSD (nẹp cúc, lộn bản cổ, tra bác tay) phản ánh có Delay/Unnecessary motions như chỉnh lặp, đưa lại chân vịt, làm lại nhẹ. Có 5 công đoạn thực tế nhanh hơn GSD (cầu vai, diễu bản cổ, bọc chân cổ, vai con, tra tay) phản ánh thao tác thực tế đã được rút gọn nhờ tay nghề/công nghệ, nhưng đặt ra yêu cầu chuẩn hóa “best method” để ổn định năng suất khi thay đổi công nhân/điều kiện.
Trong nhiều công đoạn, thời gian thực tế thấp hơn thời gian chuẩn GSD cho thấy sự tồn tại của phương pháp thao tác rút gọn tại hiện trường. Điều này là cơ hội để cập nhật phương án thao tác chuẩn và tái thiết lập thời gian chuẩn theo GSD dựa trên phương pháp tối ưu, từ đó nâng cao tính chuẩn hóa và khả năng áp dụng trong thiết kế chuyền, lập kế hoạch và đào tạo công nhân.
Cải tiến trình tự thao tác theo hướng liên tục, giảm số lần lấy - đặt bán thành phẩm;
Tối ưu hóa phối hợp tay trái - tay phải nhằm giảm thời gian chờ;
Bố trí lại dụng cụ và bán thành phẩm trong vùng thao tác thuận tiện;
Sử dụng cữ, dấu định vị hoặc đồ gá đơn giản để giảm thao tác điều chỉnh chi tiết.
Các giải pháp này không yêu cầu thay đổi lớn về thiết bị, phù hợp với điều kiện triển khai thực tế tại doanh nghiệp.
3.5. So sánh kết quả trước và sau cải tiến
3.5.1. So sánh thời gian thực hiện công đoạn
Thời gian thực hiện của tất cả các công đoạn đều giảm sau khi áp dụng các giải pháp cải tiến thao tác. Mức cải thiện khác nhau giữa các công đoạn, phản ánh mức độ hợp lý của hiện trạng và tiềm năng cải tiến của từng nguyên công. (Biểu đồ 2)
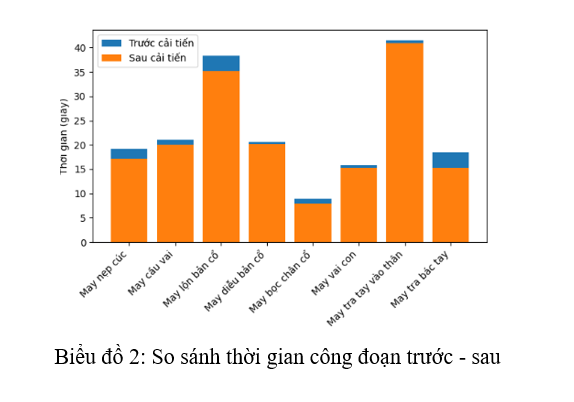
Biểu đồ 2 cho thấy, các công đoạn may tra bác tay, may nẹp cúc và may lộn bản cổ có mức giảm thời gian rõ rệt, phản ánh hiệu quả của việc chuẩn hóa thao tác, giảm thao tác điều chỉnh lặp và thao tác thừa trong quá trình may. Kết quả này khẳng định vai trò của phân tích thao tác trong việc nhận diện các điểm chưa hợp lý và đề xuất giải pháp cải tiến phù hợp cho từng nguyên công cụ thể.
4. Kết luận
Nghiên cứu đã chứng minh hiệu quả của việc ứng dụng phân tích thời gian - thao tác và hệ thống GSD trong cải tiến năng suất dây chuyền may áo sơ mi nam. Các giải pháp đề xuất có tính khả thi cao và phù hợp với điều kiện sản xuất thực tế tại doanh nghiệp. Kết quả nghiên cứu có thể làm cơ sở cho việc chuẩn hóa thao tác và đào tạo công nhân trong sản xuất may công nghiệp.
Lời cảm ơn:
Các tác giả xin chân thành cảm ơn sự tài trợ của Đại học Sư phạm Kỹ thuật Hưng Yên, trong khuôn khổ Đề tài mang mã số UTYHY.L.2025.37.
Tài liệu tham khảo:
Nguyễn Thị Xuân (2021), Nghiên cứu xây dựng ngân hàng giây chế tạo sản phẩm áo bơi nữ tại Công ty Cổ phần May & Dịch vụ Hưng Long, đề tài nghiên cứu khoa học cấp cơ sở Trường Đại học Sư phạm Kỹ thuật Hưng Yên.
Niebel, B.W., & Freivalds, A. (2013). Engineering Work Measurement. McGraw-Hill.
Imai, M. (1986). Kaizen: The Key to Japan’s Competitive Success. McGraw-Hill.
Deming, W.E. (1986). Out of the Crisis. MIT Press.
Womack, J.P., & Jones, D.T. (1996). Lean Thinking. Simon & Schuster.
Barnes, R.M. (1980). Motion and Time Study: Design and Measurement of Work. John Wiley & Sons.
ILO (1992). Introduction to Work Study. International Labour Organization
Wignarajah, T. (2015). Industrial Engineering in Apparel Production. Textile Institute.
GSD International (2010). General Sewing Data -- Technical Manual.
Optimizing time and operations across key stages of shirt sewing in industrial garment production
Nguyen Thi Nhung1
Nguyen Thi Xuan1
Dao Thi Hap1
Nguyen Dong Van2
1Hung Yen University of Technology and Education
2Ha Giang College of Technology and Engineering
ABSTRACT:
This study examines operational efficiency across eight stages of men’s shirt manufacturing in industrial garment production. The research employs a mixed-method approach combining on-site enterprise surveys, time measurements using video recording and stopwatches, and operation-time analysis based on the Generalized System of Determined Time (GSD). By comparing actual processing times with standardized benchmarks, the study identifies operational inefficiencies and evaluates the outcomes of targeted process adjustments. The results indicate a reduction in processing time ranging from 1.28% to 17.16% across individual stages, leading to shorter production cycles and enhanced production line efficiency. The findings provide empirical evidence of the effectiveness of operation-time analysis in improving productivity and operational performance, underscoring its practical relevance for garment manufacturing enterprises in Vietnam.
Keywords: time study, motion analysis, GSD, productivity, industrial garment manufacturing, shirts.
[Tạp chí Công Thương - Các kết quả nghiên cứu khoa học và ứng dụng công nghệ, Số 33 năm 2025]